





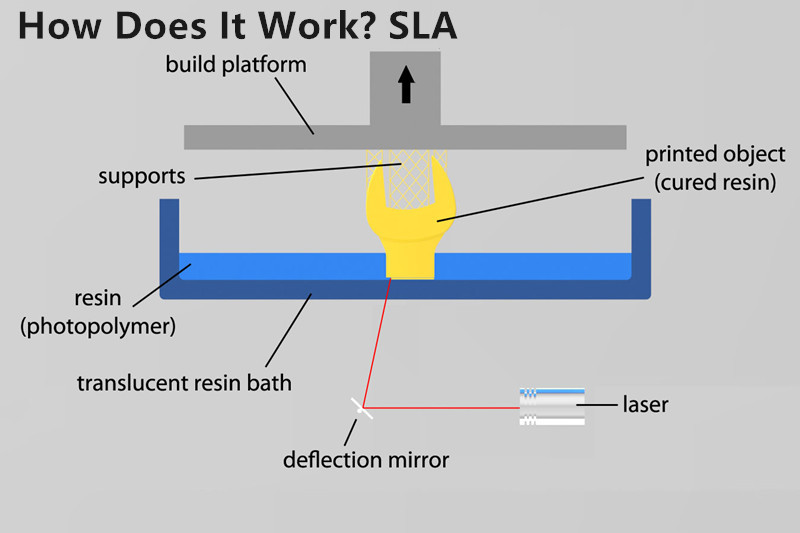
La SLA (stéréolithographie) est un procédé de fabrication additive qui consiste à focaliser un laser UV sur une cuve de résine photopolymère. À l'aide d'un logiciel de fabrication assistée par ordinateur (FAO/CAO), le laser UV est utilisé pour dessiner un motif ou une forme préprogrammée sur la surface de la cuve de résine photopolymère. Les photopolymères étant sensibles aux ultraviolets, la résine est solidifiée photochimiquement et forme une seule couche de l'objet 3D souhaité. Ce processus est répété pour chaque couche du motif jusqu'à ce que l'objet 3D soit finalisé.
CARMANHAAS pourrait offrir au client un système optique comprenant principalement un scanner galvanomètre rapide et une lentille de balayage F-THETA, un extenseur de faisceau, un miroir, etc.
Tête de scanner Galvo 355 nm
| Modèle | PSH14-H | PSH20-H | PSH30-H |
| Tête de numérisation refroidie par eau/scellée | Oui | Oui | Oui |
| Ouverture (mm) | 14 | 20 | 30 |
| Angle de balayage effectif | ±10° | ±10° | ±10° |
| Erreur de suivi | 0,19 ms | 0,28 ms | 0,45 ms |
| Temps de réponse pas à pas (1 % de la pleine échelle) | ≤ 0,4 ms | ≤ 0,6 ms | ≤ 0,9 ms |
| Vitesse typique | |||
| Positionnement / saut | < 15 m/s | < 12 m/s | < 9 m/s |
| Balayage linéaire/balayage tramé | < 10 m/s | < 7 m/s | < 4 m/s |
| Balayage vectoriel typique | < 4 m/s | < 3 m/s | < 2 m/s |
| Bonne qualité d'écriture | 700 cps | 450 cps | 260 cps |
| Haute qualité d'écriture | 550 cps | 320 cps | 180 cps |
| Précision | |||
| Linéarité | 99,9% | 99,9% | 99,9% |
| Résolution | ≤ 1 urad | ≤ 1 urad | ≤ 1 urad |
| Répétabilité | ≤ 2 urad | ≤ 2 urad | ≤ 2 urad |
| Dérive de température | |||
| Dérive décalée | ≤ 3 urad/℃ | ≤ 3 urad/℃ | ≤ 3 urad/℃ |
| Dérive de décalage à long terme de plus de 8 heures (après 15 minutes de préchauffage) | ≤ 30 urad | ≤ 30 urad | ≤ 30 urad |
| Plage de température de fonctionnement | 25℃±10℃ | 25℃±10℃ | 25℃±10℃ |
| Interface de signal | Analogique : ±10 V Numérique : protocole XY2-100 | Analogique : ±10 V Numérique : protocole XY2-100 | Analogique : ±10 V Numérique : protocole XY2-100 |
| Besoin en puissance d'entrée (CC) | ±15 V à 4 A RMS max. | ±15 V à 4 A RMS max. | ±15 V à 4 A RMS max. |
355 nmF-Thêta Lentillees
| Description de la pièce | Distance focale (mm) | Champ de numérisation (mm) | Entrée maximale Pupille (mm) | Distance de travail (mm) | Montage Fil |
| SL-355-360-580 | 580 | 360x360 | 16 | 660 | M85x1 |
| SL-355-520-750 | 750 | 520x520 | 10 | 824,4 | M85x1 |
| SL-355-610-840-(15CA) | 840 | 610x610 | 15 | 910 | M85x1 |
| SL-355-800-1090-(18CA) | 1090 | 800x800 | 18 | 1193 | M85x1 |
Extenseur de faisceau 355 nm
| Description de la pièce | Expansion Rapport | Entrée CA (mm) | Sortie CA (mm) | Logement Diamètre (mm) | Logement Longueur (mm) | Montage Fil |
| BE3-355-D30 :84,5-3x-A(M30*1-M43*0,5) | 3X | 10 | 33 | 46 | 84,5 | M30*1-M43*0,5 |
| BE3-355-D33 :84,5-5x-A(M30*1-M43*0,5) | 5X | 10 | 33 | 46 | 84,5 | M30*1-M43*0,5 |
| BE3-355-D33 :80,3-7x-A(M30*1-M43*0,5) | 7X | 10 | 33 | 46 | 80,3 | M30*1-M43*0,5 |
| BE3-355-D30:90-8x-A(M30*1-M43*0.5) | 8X | 10 | 33 | 46 | 90,0 | M30*1-M43*0,5 |
| BE3-355-D30:72-10x-A(M30*1-M43*0.5) | 10X | 10 | 33 | 46 | 72,0 | M30*1-M43*0,5 |
Miroir 355 nm
| Description de la pièce | Diamètre (mm) | Épaisseur (mm) | Revêtement |
| Miroir 355 | 30 | 3 | HR à 355 nm, AOI à 45° |
| Miroir 355 | 20 | 5 | HR à 355 nm, AOI à 45° |
| Miroir 355 | 30 | 5 | HR à 355 nm, AOI à 45° |




