





Le nettoyage industriel traditionnel utilise diverses méthodes, principalement chimiques et mécaniques. Le nettoyage au laser à fibre, quant à lui, se caractérise par son absence de frottement, de contact et d'effet thermique, et convient à divers matériaux. Il est considéré comme la solution actuelle la plus fiable et la plus efficace.
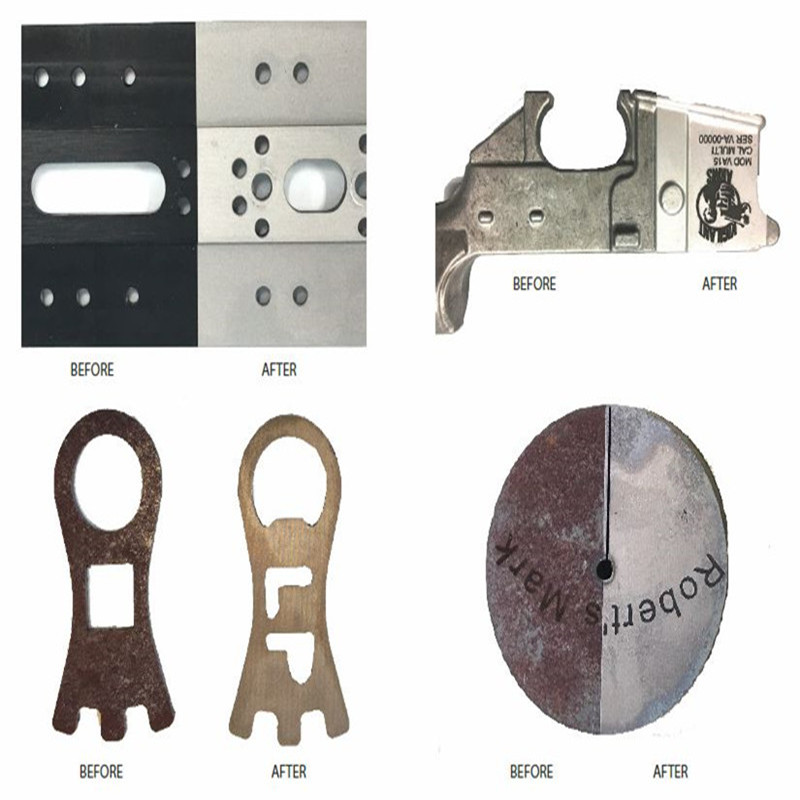
Le laser pulsé haute puissance spécial pour le nettoyage laser offre une puissance moyenne élevée (200-2000 W), une énergie d'impulsion unique élevée, un point de sortie homogénéisé carré ou rond, une utilisation et un entretien faciles, etc. Il est utilisé dans le traitement de surface des moules, la construction automobile, la construction navale, la pétrochimie, etc. Il est idéal pour des applications industrielles telles que la fabrication de pneus en caoutchouc. Les lasers permettent un nettoyage et une préparation de surface à grande vitesse dans la quasi-totalité des secteurs. Ce procédé, facile à entretenir et automatisé, permet d'éliminer l'huile et la graisse, de décaper la peinture ou les revêtements, ou de modifier la texture de surface, par exemple en ajoutant de la rugosité pour améliorer l'adhérence.
Carmanhaas propose un système de nettoyage laser professionnel. Solutions optiques courantes : le faisceau laser balaie la surface de travail à travers le galvanomètre.
Système et lentille de balayage pour nettoyer toute la surface de travail. Largement utilisées pour le nettoyage des surfaces métalliques, les sources laser à énergie spéciale peuvent également être utilisées pour le nettoyage des surfaces non métalliques.
Les composants optiques comprennent principalement un module de collimation ou un expanseur de faisceau, un galvanomètre et une lentille de balayage F-Theta. Le module de collimation convertit le faisceau laser divergent en un faisceau parallèle (réduisant ainsi l'angle de divergence), le galvanomètre assure la déviation et le balayage du faisceau, et la lentille de balayage F-Theta assure une focalisation uniforme du faisceau.
1. Énergie d'impulsion unique élevée, puissance de crête élevée ;
2. Qualité de faisceau élevée, luminosité élevée et spot de sortie homogénéisé.
3. Rendement stable et élevé, meilleure cohérence.
4. Largeur d'impulsion inférieure, réduisant l'effet d'accumulation de chaleur pendant le nettoyage.
5. Aucun matériau abrasif n’est utilisé, sans problème de séparation et d’élimination des contaminants ;
6. Aucun solvant n'est utilisé - processus sans produits chimiques et respectueux de l'environnement ;
7. Sélectif spatialement – nettoyage uniquement de la zone requise, économisant du temps et des coûts en ignorant les régions qui n’ont pas d’importance ;
8. Le processus sans contact ne se dégrade jamais en qualité ;
9. Processus facilement automatisé qui peut réduire les coûts d’exploitation en éliminant la main-d’œuvre tout en offrant une plus grande cohérence dans les résultats.
| Description de la pièce | Distance focale (mm) | Champ de numérisation (mm) | Distance de travail (mm) | Ouverture Galvo (mm) | Pouvoir |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000 W CW |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000 W CW |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Remarque : *WC signifie Scan Lens avec système de refroidissement par eau
Le nettoyage laser offre de nombreux avantages par rapport aux méthodes traditionnelles. Il ne nécessite pas de solvants et ne nécessite aucune matière abrasive à manipuler ni à éliminer. Comparé à d'autres procédés moins détaillés et souvent manuels, le nettoyage laser est contrôlable et peut être appliqué uniquement à des zones spécifiques.
